What are Sheet Metal Cutting Operations?
Sheet metal cutting operations remove the sheet metal material from larger sheets by applying high forces on the cutting edge. The cutting tool (Punch & die, or shearing blade) cuts the material if the applied shear stress exceeds the material’s shear strength.
Clearance between punch and die is required to facilitate the fracture of sheet metal material. High clearance between the tool and die causes burr on the cutting edge.
Recommended clearance between punch and die is up to 2%. It depends on the type of sheet metal cutting operation, material, and thickness.
Types of Sheet Metal Cutting Operations
Various types of sheet metal cutting processes are available to remove material from sheet metal stock. Following are the widely used sheet metal cutting process to get the desired profile from sheet metal stock.
- Shearing
- Blanking
- Punching
- Slotting
- Lancing
- Nibbling
- Perforation
- Piercing
- Notching
- Trimming
- Deburring
1. Shearing Process
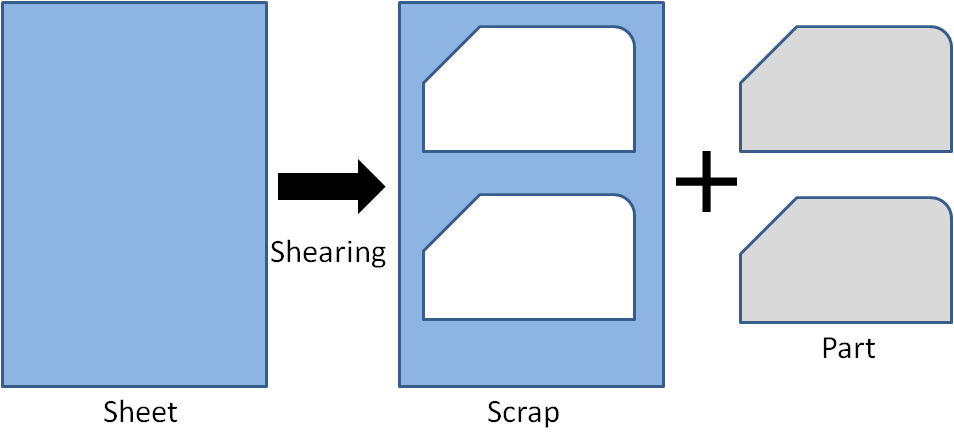
Shearing is a type of sheet metal cutting process. It involves cutting a sheet in a straight line or at an angle. It is preliminary used to cut a larger sheet into small sheets for further processing.

Shearing machines shear the sheet metal parts. This process involves placing and positioning the sheet metal sheets between lower and upper blades and then forcing the upper blade downward with the required shear force to cut the material.
2. Sheet Metal Blanking
Blanking is a sheet metal cutting process. It cuts an enclosed sheet metal part from a large sheet by applying high shear force. As a result of the blanking operation, the blank is a finished product.
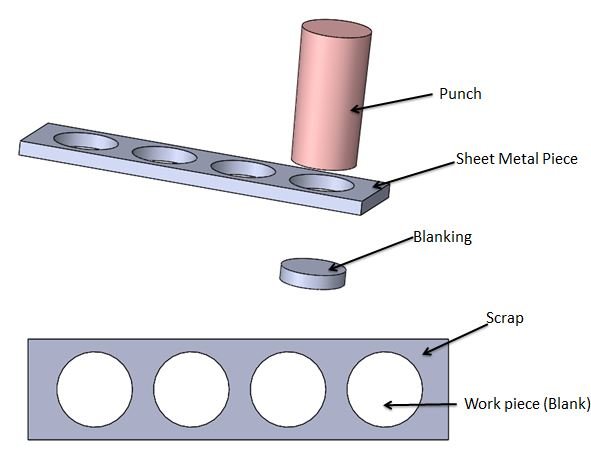
In sheet metal blanking operation, the cut material is a finished part and the remaining sheet metal stock is scrap. Blanking operation is used to manufacture plane washers, small gears, and automotive components. Click this link to know the difference between blanking, punching, and piercing.
3. Sheet metal Punching
The punching operation removes the scrap material from the larger pieces of sheet metal stock by applying high shearing force. For cutting sheet meatal part, a combination of punching operations in various sizes and shapes (rectangular and circular) are used.
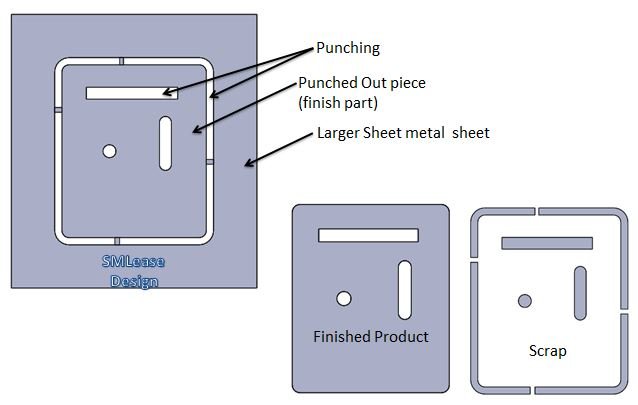
In punching, the larger piece of sheet metal is the finished part, whereas the removed material is scrap. Punching operation is used to manufacture large sheet metal parts such as cabinets, enclosures, car body parts, etc.
Types of Sheet Metal Punching Operations
We can classify punching operations into the following types.
- Slotting
- Lancing
- Nibbling
- Perforation
- Piercing
- Notching
Slotting Operation in Sheet Metal
Slotting is a type of punching operation in which a rectangular tool cuts a rectangular slot in a sheet metal workpiece.
Lancing Operation in Sheet Metal
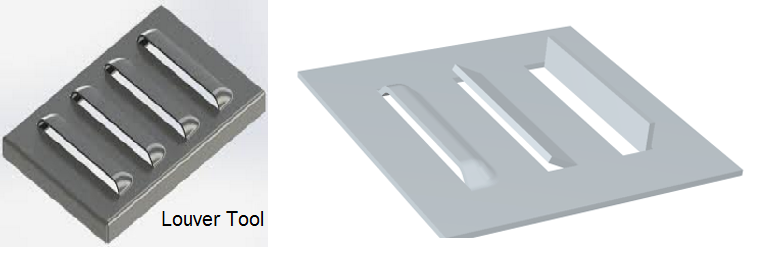
Lancing is a type of punching operation where the workpiece is sheared and bent with one strike of the lancing tool. It creates features like tabs, vents, and louvers in sheet metal workpieces.
Nibbling Process in Sheet Metal
The nibbling process involves cutting a sheet metal workpiece by using a series of overlapping punches. Nibbling operation can cut complex sheet metal shapes using simple round or rectangular punching tools.
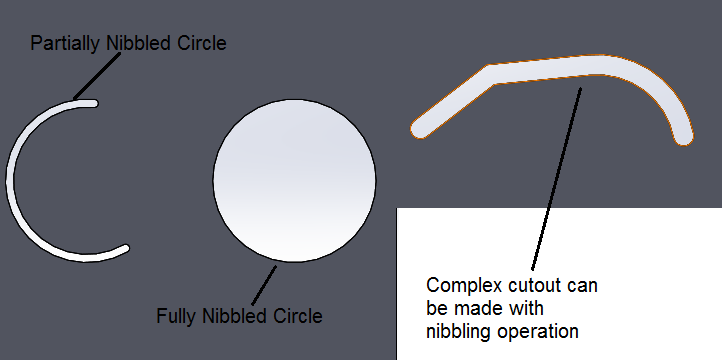
For example, if the requirement is to cut a 60 mm hole in the sheet metal part and a 60 mm punching tool is not available. You can use a combination of a series of punches of small diameter to cut a 60 mm hole.
Perforation in Sheet Metal

Perforation involves cutting a large number of closely-spaced holes in a sheet metal part. Specialized tools and machines are also available for perforation on sheet metal workpieces.
Piercing Operation in Sheet Metal
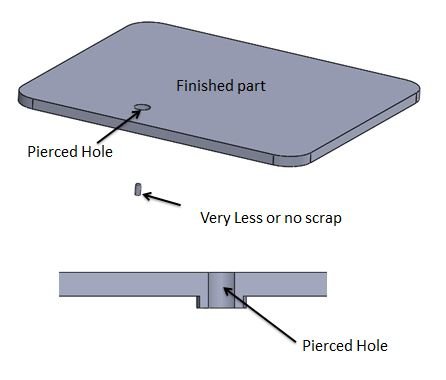
Piercing is a type of sheet metal punching operation used to create an extruded hole or slot in a sheet metal workpiece. In other words, Piercing is a combination of cutting and forming operation.
As a result of the applied force from a piercing tool, sheet metal starts tearing and produces an extruded hole or slot.
Notching Operation in Sheet Metal
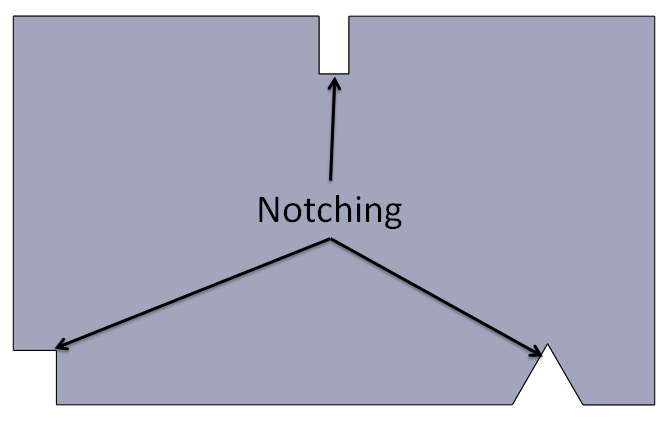
Notching is a sheet metal punching process to remove material from the workpiece in sheet metal bending sections.
4. Trimming in Sheet Metal
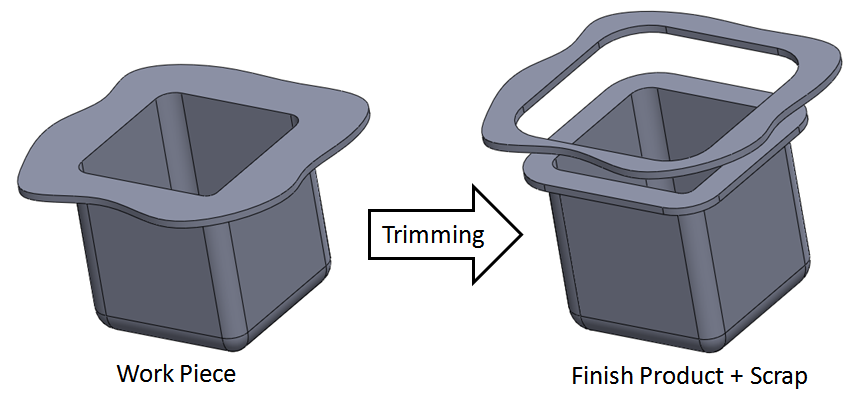
Trimming involves the removal of excess material from the perimeter of the workpiece. It is the last operation after the sheet metal deep-drawing operation.
5. Deburring in Sheet Metal

Deburring is a sheet metal finishing operation used to remove excess material (sharp edges and corners) from a sheet metal workpiece to make the part smooth.
We will keep updating more details on sheet metal cutting operations. You can share your questions, comments, or suggestions in the comment box. We suggest you also read this article on sheet metal design guidelines.
Add a Comment