Injection molding is one of the best manufacturing processes to manufacture plastic parts in high production volumes. Various types of Injection mold can be manufactured depending on part geometry, expected molded part quality, and production volume requirements. Hot Runner and Cold Runner Injection molds are injection molds with different types of the runner system.
In this article, we will discuss What is the difference between a hot runner vs cold runner injection mold? their advantages, limitations, and applications. We suggest you also read this article on factors affecting injection mold price.
What is a runner in Injection Mold?
A Runner is a channel inside the injection mold that guides the molten plastic from the injection molding machine barrel to the mold cavity.0
Depending on the type of runner system, the runner keeps in a molten state or gets solidified along with injection molded parts. Here are the two types of injection molds according to the feeding system:
- Cold runner Injection mold.
- Hot runner Injection mold.
Cold Runner injection Mold System
In Cold runner injection molds, the runner system does not heat. After the injection cycle, the sprue runner and gate cool with injection molded parts. Therefore runners and gates are ejected along with molded components. Cold runner injection molds can be two-plate or three-plate injection molds.
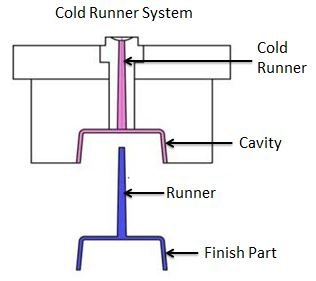
In a two plate cold runner injection mold sprue, runner and gates eject with the molded component. Whereas in three plate injection molds, during mold opening runner automatically separates from injection-molded plastic parts.
Advantages of cold runner Molds
Cold runner injection mold systems have the following advantages.
- Simple mold design and construction.
- Low cost.
- Low maintenance cost.
- Cold-runner mold requires fewer skills for setup and operation.
- Change of material and color of injection molded parts is easy.
Disadvantage of cold runner Molds
A cold runner injection mold system has the following disadvantages.
- In cold runner mold, the runner comes along with the molded part. Therefore additional runner cutting operation is required.
- Wastes runner material if the runner is not recycled.
Hot Runner Injection Mold
Hot runner injection mold consists of heated two plates using a manifold system. In this system, heated runners keep injected thermoplastic in a molten state. Therefore runners are not ejected with molded parts.
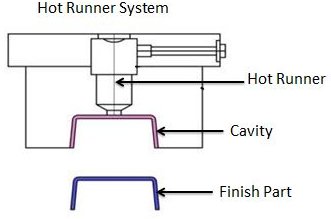
The heated runner system remains stationary during the injection cycle by keeping molten thermoplastic at the barrel temperature. Heated runner delivers molten plastic to nozzles. You can check various hot runner system components here.
Types of Hot Runner Injection Molds
Hot runner molds are two plate molds with a heated runner system inside one half of the mold. They consist of two parts: Manifold and drops.
- The Manifold: Channels in manifold transfer the molten plastic to a point above the cavity. This point lies on a plane parallel to the parting line.
- The Drops: It is situated perpendicular to the manifold. Drops transfer the molten plastic from the manifold to the part.
Following are the two different types of hot runner systems.
a) Insulated Hot Runner mold
In the insulated hot runner system, heat near the runner section is insulated to keep the plastic material in the runner in molten condition during continuous cycling.
Insulated runner requires a thick runner channel. These molds have extra-large passages formed in the mold plate.
Insulated Hot runner mold system does not require manifolds and drops. Therefore an insulated runner system is less expensive.
b) Heated Hot Runners Injection Mold
The runner system is heated in a heated hot runner system to keep the plastic in molten condition during continuous cycling.
Following are the two types of heated hot runner systems.
- Externally heated hot runner mold
- Internally heated hot runner mold
Advantages of hot runner Injection Mold System
A hot runner injection mold system has the following advantages.
- The runner is not attached to the molded part. Therefore the material cost is reduced.
- Reduced Cycle time.
- More control over the injection process improves the part quality.
- Low pressure is required to push molten plastic.
- Engineers recommend a hot runner system for large parts.
Disadvantages of hot runner injection mold System
Following are the limitations of the hot runner injection mold system:
- High Injection mold cost.
- Higher maintenance cost.
- Complete mold cleaning is required to change material.
- Not recommended for thermally sensitive materials.
Hot Runner vs Cold Runner Injection Mold
| Hot Runner Injection Mold | Cold Runner Injection Mold |
|---|---|
| The runner system is heated up. | Runner System is not heated-up. |
| Two plate injection mold. | Can be two plate or three plate Injection mold. |
| Only injection molded plastic part is ejected. | Runner system is ejected with the injection molded part. |
| High mold manufacturing cost. | Low mold manufacturing cost |
| High maintenance cost. | Low maintenance cost. |
| Low part manufacturing cost. | High part manufacturing cost. |
| Low cycle time. | Relatively large cycle time. |
We will keep adding more updates to hot runner vs cold runner injection molds. Please add your comments or questions on the hot runner vs cold runner system in the comment box.
Add a Comment